製品紹介
ウォームギヤー

ラック&ピニオン

円筒歯車

内歯車

小径砥石歯研加工
CNCウォームネジ複合研削盤(ユニバーサル機)G2-LM350-1M

角スプライン&ボールネジ・ナット

ウォームホイール舞ツール歯切加工
ウォームホイール舞ツール歯切加工の設備は、ウォームホイールのブランクをホブ盤のテーブル上に水平に取付けてホブアーバーにウォームの歯直角歯形と同一曲線の切刃をもつバイトを取付け、回転させるとともに接線方向に送りその送りに見合う補正運動をテーブルに与えて創成歯切りを行うものです。
舞ツールによる歯切りは、ウォームホブによる場合より生産能率は低いですが、特殊なサイズの工具が安価で短納期に製作でき、またホイールの歯面を適宜修正歯切りすることも可能なので、少量生産品、相手ウォームが多条数、特殊仕様のものなどに対応ができます。
映像及び写真はウォーム軸の歯研削修正追加工をして相手ウォームホイールを新規製作する方法で、修理部品を特殊歯車諸元にも関わらず正規のウォームホブ工具を製作しなくても10日間で製作をした事例です。ぜひご覧ください。

工期の比較例
- 他 社
-
- 特殊歯切工具製作日数:60日間
(工具メーカーへ製作 依頼)
その後、歯切加工5日間で完了。
- 特殊歯切工具製作日数:60日間
- 完了まで約65日
- 加藤ギヤー製作所
-
- 工期 約1/4
- 舞ツール(一刃バイト)製作日数:1日
(サイズにより5日間、社内で成形加工)
その後、歯切加工10日間で完了。
- 通常の約1/4
製作例
- ウォームホイール
-

破損品 
新作品 - ウォーム
-

修正前 
歯研修正後
CNCウォームネジ複合研削盤(ユニバーサル機)G2-LM350-1M
最近の部品加工傾向としては、構造物の省スペース化に伴い軽薄短小の製品が多くなり、歯車の試作部品にもその影響が出た製作図面が多々見受けられる様になりました。
従来の加工設備機械では難題とされていた小径砥石での歯車研削加工法ですが、弊社ではこの度Drake社のCNCウォームネジ複合研削盤GS:G2-LM350-1M(ユニバーサル機)を導入し、内径ネジ研削加工用のクイルを使用し最小砥石径Φ8でM10 P1.5のナットを研削加工することが可能となりました。
また、ユニバーサル機構を付加することで、内径ネジ研削加工用のクイルを使用して小径砥石を成形し歯車成形研削加工作業を可能といたしました。
歯車諸元にも関連して歯丈により最小砥石径が設定されますので都度お問い合わせください。

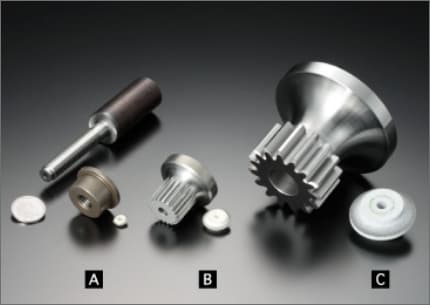
- <一例> 小径砥石での最少切上幅歯車研削加工品(サンプル提出品)
-
- A:最小内径ネジ(ナット)研削加工実績M10 P1.5
- B:砥石径Φ20を使用してMP1.0 PA20° 20Tを加工
- C:砥石径Φ40を使用してMP3.0 PA20° 15Tを加工